真空烧结炉温度控制策略QwM高温箱式电阻炉,管式炉,真空退火炉,真空烧结炉,管式高温炉-郑州科佳电炉有限公司
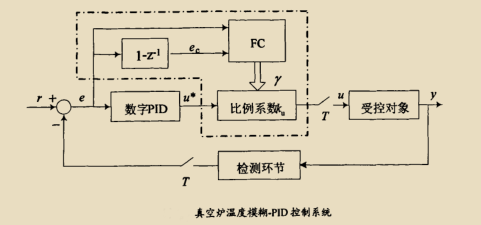
由于真空炉温度必须按照分段给定的升温曲线来进行控制,炉内压力在生产的不同阶段也有不同要求,并且不同的产品有不一样的生产工艺,这给烧结炉的控制带来了一定的难度,PLC加智能仪表是目前最常见的控制方案。真空烧结炉温控对象的动态特性具有非线性、时变性和不对称性等特点,如纯滞后时间随炉温大范围非线性变化,单炉烧结的产品重量不等导致热惯性差别很大等,生产工艺也不允许频繁启动PID参数自整定,因此单独由智能仪表对真空炉的温度进行控制不易达到令人满意的效果。利用控制系统中的PLC设计一个模糊控制器,依据温度偏差及其变化率对智能温控器的输出进行在线调整,PLC与智能温控器共同组成模糊.PID温度控制系统,可使真空炉的温控品质得到提升。QwM高温箱式电阻炉,管式炉,真空退火炉,真空烧结炉,管式高温炉-郑州科佳电炉有限公司
QwM高温箱式电阻炉,管式炉,真空退火炉,真空烧结炉,管式高温炉-郑州科佳电炉有限公司
QwM高温箱式电阻炉,管式炉,真空退火炉,真空烧结炉,管式高温炉-郑州科佳电炉有限公司
 QwM高温箱式电阻炉,管式炉,真空退火炉,真空烧结炉,管式高温炉-郑州科佳电炉有限公司
QwM高温箱式电阻炉,管式炉,真空退火炉,真空烧结炉,管式高温炉-郑州科佳电炉有限公司
QwM高温箱式电阻炉,管式炉,真空退火炉,真空烧结炉,管式高温炉-郑州科佳电炉有限公司
QwM高温箱式电阻炉,管式炉,真空退火炉,真空烧结炉,管式高温炉-郑州科佳电炉有限公司
岛电智能温控器FP93完成上图中的温度给定、温度检测以及数字PID任务,PLC完成上图中虚线框内的模糊控制任务。PLC通过485总线从FP93读入相应数据,PLC内设计好的模糊控制器对温控器的输出进行比例系数在线调整,模糊控制器输出的控制信号经EM235转换成0~20mA电流送至触发板,通过三相移相调节炉前变压器原边电压大小的方式,改变真空炉升温电功率大小,达到控制炉温的目的。
QwM高温箱式电阻炉,管式炉,真空退火炉,真空烧结炉,管式高温炉-郑州科佳电炉有限公司
QwM高温箱式电阻炉,管式炉,真空退火炉,真空烧结炉,管式高温炉-郑州科佳电炉有限公司
真空烧结炉真空度(微正压)控制策略
QwM高温箱式电阻炉,管式炉,真空退火炉,真空烧结炉,管式高温炉-郑州科佳电炉有限公司
硬质合金多气氛真空烧结工艺要求在排气、脱胶、预烧脱氧等阶段工作在真空状态。烧结阶段则根据具体产品的要求,真空炉工作在真空状态进行烧结,或在微正压状态下进行气氛烧结。快冷阶段要求充入氮气,保持炉内处在微正压状态,以加快冷却速度。由于炉内真空度的测量范围为1pa~0.1MPa,微正压测量范围为0Pa~50kPa,为了保证测量精度,共采用3个压力(真空度)变送器来对炉内压力进行转换,高真空变送器工作转换区间为1Pa~2000Pa,低真空变送器工作转换区间为2000Pa~0.1MPa,压力变送器工作转换区间为0~50kPa。
QwM高温箱式电阻炉,管式炉,真空退火炉,真空烧结炉,管式高温炉-郑州科佳电炉有限公司
QwM高温箱式电阻炉,管式炉,真空退火炉,真空烧结炉,管式高温炉-郑州科佳电炉有限公司
在真空烧结的过程中,主泵与前级泵、泵与阀门之间的动作有联锁关系,例如罗茨式主泵只有在前级泵将其出13压力减小到一定数值后才能启动,否则罗茨泵的出121入口气体压差过高,可能出现过载现象,造成电机绕组烧损。从硬质合金真空烧结工艺也可知,真空烧结时,
真空烧结炉炉内的真空度与温度之间也必须实现联锁控制,这样才能保证产品质量以及真空系统设备的安全。真空炉工作时,气氛烧结以及排气、脱胶、预烧脱氧等阶段对炉内压力及真空度的要求均不高,仅真空烧结时对炉内真空度要求(如30pa±10pa)较高,不过该精度采用即可满足要求。因此,真空炉内的真空度采用位式控制的方式,即由PLC对真空度进行采样,然后将采样值与根据工艺要求在不同时段设定的给定值进行比较,根据真空度的采样值和给定值对真空泵进行联锁控制,根据真空度采样值和给定值的比较结果控制真空阀的开闭,实现真空度的自动控制。气氛烧结和快冷阶段,根据工艺要求炉内要送入一定压力(一般为5000Pa)的气体。气氛烧结使用的各种气体都由高压气罐罐装,向炉内充气时,充气开关由PLC自动控制,而流量与压力则由人工进行调节。
QwM高温箱式电阻炉,管式炉,真空退火炉,真空烧结炉,管式高温炉-郑州科佳电炉有限公司





 获取报价
获取报价 即刻留言
即刻留言  添加微信咨询报价
添加微信咨询报价






