




 获取报价
获取报价 即刻留言
即刻留言  添加微信咨询报价
添加微信咨询报价服务热线
177-3714-9370






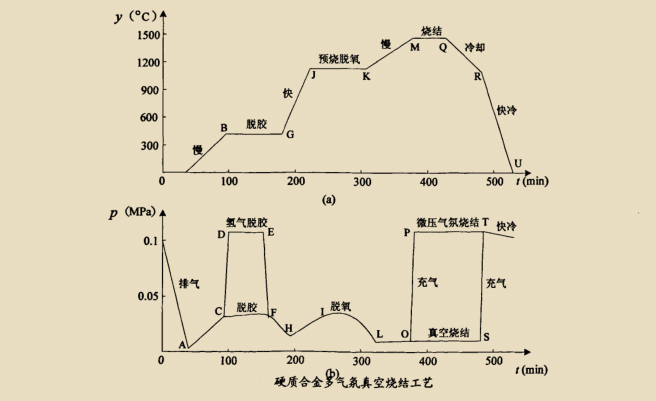
所谓真空烧结,就是在负压的气(汽)体介质中烧结压制品的过程。真空烧结与通常的氢气烧结相比,提高了炉气的纯度,烧结时的负压改善了粘结相对硬质相的润湿性,促进致密化过程,因而可以不同程度地降低烧结温度或保温时间,防止碳化物晶粒的不均匀长大,便于制取细晶粒合金。使用真空烧结炉烧结可提高硬质合金的纯度,易于控制合金的组织结构,可提高硬质合金的密度和机械性能,工艺操作简单。由于气氛作用基本消除,真空烧结时可以不用填料,这不仅简化了操作,还可以避免填料对烧结件表面的不利作用,特别是可避免使用A1203填料时,对烧结件棱角处的渗铝作用。真空烧结的质量控制,就是通过对烧结温度,真空度和时间的有机配合,从而使合金获得设计要求的组织和性能,并保持外观完整。
1.真空烧结炉的真空度
真空烧结中真空度的大小,直接影响合金的脱氧程度、碳量变化或钻损失,对三者要综合考虑来确定真空度。压块中含有氧,真空烧结时,被硬质合金压块内的游离碳和碳化钨中的碳还原,使压块即脱氧又脱碳。真空度越高,一氧化碳排除越快,反应进行越快,脱氧越彻底。另外,在烧结温度和保温时间一定的情况下,真空度越高,钴的蒸发损失愈大。当真空度到一定时,钴蒸发则保持不变,即存在一个临界真空压力。为了减少钴的损失,在液相出现后,可减少真空烧结炉炉内真空度。由此可见,在预烧脱氧阶段,为了脱氧彻底,真空泵的抽力越大越好,直至脱氧完毕达最高真空度。而在液相出现后,为了避免钻的蒸发损失,要求真空度尽量低一点。但为了使产品不渗碳,真空度又要求越高越好,二者之间就要妥协,就要权衡。
2.烧结温度真空烧结时,从室温到200℃是物理吸气,吸水的解吸阶段。300℃"--'400℃之后,则进入脱氧阶段,温度越高,脱氧反应越快,对真空度要求也越高。为了使脱氧加速进行,从400℃到液相出现前的预烧保温阶段,升温速度可加快进行,快到不致引起制品内外因温差太大而裂纹的程度。合金牌号不同,液相出现的温度不同,一般选择液相出现前50。C~100。C的温度作为预烧保温温度。保温时间的长短,决定于脱氧完成的时间。保温还可以消除舟皿中心和四周的温度差,使烧结制品出现液相的时间基本相同。预烧保温温度超过液相温度,使碳氧反应在液相下发生,此时制品已发生较大收缩,制品表面形成钴液皮层,使一氧化碳逸出阻力增大,致使合金内部孔隙增大,易形成钴聚集和表面“鼓
泡”。产品的烧结温度对产品性能影响很大。合金“欠烧”时,因温度低,Co液不能均匀流动,结果Co分布不均,韧性差,矫顽磁力亦低。随着温度的上升,至烧结温度时,Co液流动性加快,结果Co分布均匀,合金韧性好,矫顽磁力亦高。温度继续升高至“过烧”温度,晶粒长大,Co层厚度不均、韧性下降,矫顽磁力下降。实际中控制温度是很难的,一般采用比烧结温度略高的温度范围,作为实际控制的烧结温度范围。

添加微信,获取配置报价单
